








Resources
Top 5 way let you know What is the difference between die casting & injection moulding
Release time:2020-03-13
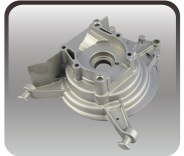
WHAT IS ALUMINUM DIE CASTING?
Die casting is a metal casting process that is characterized by forcing molten metal under high pressure into a mold cavity.
The mold cavity is created using two hardened tool steel dies which have been machined into shape and work similarly to an injection mold during the process. Most die castings are made from non-ferrous metals, specifically zinc, copper, aluminium, magnesium, lead, pewter and tin based alloys. Depending on the type of metal being cast, a hot- or cold-chamber machine is used.
The casting equipment and the metal dies represent large capital costs and this tends to limit the process to high volume production. Manufacture of parts using die casting is relatively simple, involving only four main steps, which keeps the incremental cost per item low. It is especially suited for a large quantity of small to medium-sized castings, which is why die casting produces more castings than any other casting process.[1] Die castings are characterized by a very good surface finish (by casting standards) and dimensional consistency. Two variants are pore-free die casting, which is used to eliminate gas porosity defects; and direct injection die casting, which is used with zinc castings to reduce scrap and increase yield.
Process of die-casting aluminium molding
The process of die-casting aluminium molding is automatised and computerised and therefore lends itself to high productivity. The constant control of the casting process ensures the best possible quality of die-cast parts and maximises the production efficiency of their plants.
Thanks to the high technological and quality standards achieved today by equipment and machinery, the pieces produced by die casting ensure better minimum dimensional tolerances and surface finishes than other foundry processes.
Thanks to the modern die-casting systems of aluminium and zinc alloys with capacities ranging from 100 to 1400 tonnes, Italpres is able to manufacture high tech items with weights ranging from 4 grams to 15 kilos, either in small, medium or large scale production.
TYPES OF MACHINES FOR DIE CASTING
Regardless of the type of machine used, it is essential that die halves, cores and/or other moveable sections be securely locked in place during the casting cycle. Generally, the clamping force of the machine is governed by (a) the projected surface area of the casting (measured at the die parting line) and (b) the pressure used to inject metal into the die. Most machines use toggle type mechanisms actuated by hydraulic cylinders (sometimes air pressure) to achieve locking. Others use direct acting hydraulic pressure. Safety interlock systems are used to prevent the die from opening during the casting cycles.
Die casting machines, large or small, vary fundamentally only in the method used to inject molten metal into the die. These are classified and described as either hot or cold chamber die casting machines.
Top 5 way let you know What is the difference between die casting & injection moulding?
Plastic Injection Molding and aluminum die casting are similar in a lot of ways:
Both require a mold or tool to produce parts.
The tooling cost is very similar in both industries.
Both processes inject material into a mold to make parts.
Both processes can make hundreds or thousands of parts every day.
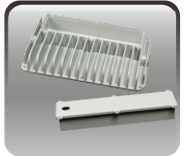
Plastic Injection Molded Parts
Advantages
Plastic parts are produced at a lower temperature than aluminum parts, plastic melts at only a few hundred degrees Fahrenheit
Plastic Parts weigh less than aluminum die casting parts.
Disadvantages:
Plastic is not typically biodegradable
Plastic parts require metal inserts to hold a thread for screws.
Plastic does not block EMI/RF waves
Plastic Parts are not as strong.
Aluminum Die Casting Parts
Disadvantages
Aluminum parts weigh more than plastic.
Aluminum parts are produced in only one color and need paint or powder coat for color.
Advantages
Aluminum naturally shieds EMI/RF waves.
Holes can be directly threaded into the parts.
Features can be machined into aluminum.
Aluminum has great thermal transference properties.
Aluminum is a natural conductor of electricity.
Aluminum material is environmentally friendly and can be recycled easily when done.
All aluminum alloys (360, 380, 383, and 413) are made from recycled materials.
Aluminum parts are stronger than plastic
How to Design a Die Casting Mold:
Die casting is a technique for mass-producing metal products and components. Mold design is one of the most important steps in the process because the shape and attributes of the mold will directly affect the final product. The die casting procedure forces molten metal into molds using high pressure and it requires a mold with exact specifications to achieve the task.
The Importance of Mold Design
Mold design affects the shape, configuration, quality, and uniformity of a product created through the die casting procedure. Improper specifications can result in tool or material corrosion, as well as inferior product quality, while an effective design can improve efficiency and production time.
Factors Contributing to Quality Mold Design
There are a number of mold design factors to consider when deciding on the appropriate specifications for a project. Some of these factors include:
• Die draft
• Fillets
• Parting lines
• Bosses
• Ribs
• Holes and windows
• Symbols
• Wall thickness
Draft
Draft is the degree to which a mold core can be tapered. A precise draft is needed to smoothly eject the casting from the die, but since draft is not constant and varies according to the angle of the wall, features such as the type of molten alloy used, shape of the wall, and depth of the mold can affect the process. Mold geometry can also influence draft. In general, untapped holes require tapering, due to the risk of shrinkage. Likewise, inner walls can also shrink, and therefore require more drafting than outer walls.
Fillets
A fillet is a concave junction used to smooth an angled surface. Sharp corners can hinder the casting process, so many molds have fillets to create rounded edges and reduce the risk of production errors. With the exception of the parting line, fillets can be added nearly anywhere on a mold.
Parting Line
The parting line, or parting surface, connects different sections of the mold together. If the parting line is imprecisely positioned or becomes deformed from work strain, material may seep through the gap between the mold pieces, leading to non-uniform molding and excessive seaming.
Bosses
Bosses are die cast knobs that serve as mounting points or stand-offs in mold design. Manufacturers often add a hole to the interior structure of the boss to ensure uniform wall thickness in a molded product. Metal tends to have difficulty filling deep bosses, so filleting and ribbing may be necessary to alleviate this problem.
Ribs
Die cast ribs can be used to improve material strength in products lacking the wall thickness required for certain applications. Selective rib placement can reduce the chance of stress cracking and non-uniform thickness. It is also beneficial for decreasing product weight and improving fill capabilities.
Holes and Windows
Including holes or windows in a die cast mold directly affects the ease of ejecting a completed molding and enables the creation of substantial drafts. Additional features, such as overflows, flashovers, and cross feeders may be necessary to prevent unwanted casting within the holes or poor material flow around the holes.
Symbols
Manufacturers often include brand names or product logos in the mold design of die-cast products. While symbols do not typically complicate the die casting process, their use can affect production costs. In particular, a raised logo or symbol requires additional molten metal volume for each manufactured part. Conversely, a recessed symbol requires less raw material and can reduce expenses.

Posts by Topic
Recent Posts
- What affects injection mold machining accuracy and productivity?
- Shenzhen top five mold manufacturers: how plastic products are processed and produced?
- Shenzhen Ideal Vowin mold manufacturer: how to effectively improve the precision of mold processing?
- Chrome plating, a process that makes cars stylish
- Six injection molding processing technologies for home appliance plastic products
- Advantages and disadvantages of injection molding vs blow molding
- What is automotive hot stamping and molding technology?
- What is the difference between a hot runner and a cold runner in the mold?
- Automotive stamping die in large, precision and other areas of progress is obvious, the rapid development of plastic and rubber molds
- The top ten problems that are likely to occur in the mold testing process




