








Resources
How many systems make up a plastic mold?
Release time:2024-01-12
How many systems make up a plastic mold?
The functional structure of the plastic mold system is mainly composed of six systems, such as pouring system, temperature regulating system, molding parts system, exhaust system, guiding system, ejector system, etc. Among them, the pouring system and the molding parts system are the parts which are in direct contact with the plastics and change with the plastics and products, and they are the parts which are more complicated, with greater influence of changes, and have high requirements for finish and precision in the plastic molds.
1、Pouring system
Casting system refers to the part of the runner before the plastic enters the cavity from the injection nozzle, including the main runner, cold material cavity, manifold and gate.
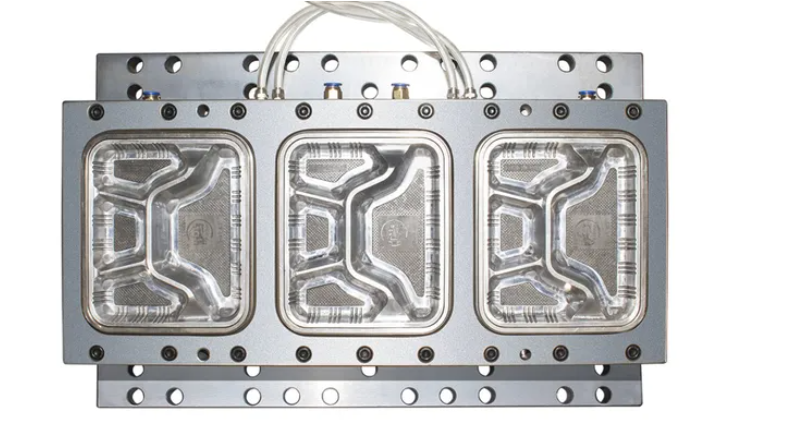
2、Molding parts system
Molding parts system refers to the shape of the product constitutes a combination of various parts, including moving mold, fixed mold and cavity (concave mold), core (convex mold), molding rod and other components. The core forms the inner surface of the product, and the cavity (concave mold) forms the outer surface of the product, after closing the mold, the core and the cavity form the cavity of the mold. According to the process and manufacturing requirements, sometimes the core and concave mold by a number of block combination, and sometimes made into a whole, only in the easy to damage, difficult to process the parts using inserts.
3、Tempering system
Tempering system is in order to meet the requirements of the injection process on the mold temperature, the need for a temperature control system to regulate the temperature of the mold, for thermoplastic injection molds, the main design of the cooling system to make the mold cooling (can also be heated to the mold). Mold cooling is a common way to open cooling water channels in the mold, the use of circulating cooling water to take away the heat of the mold; mold heating in addition to the use of cooling water through hot water or hot oil, but also in the mold inside and around the installation of electric heating elements.
Ideal Vowin Group is an injection mould & CNC machining factory, support rapid prototyping, 3D printing, mould customization, we have recently helped our customers to complete many big projects, for more details, please visit our official website: www.idmould.com / www.vowin.cn.
4、Exhaust system
Exhaust system is for the injection molding process of the cavity air and plastic melting produced by the gas excluded to the outside of the mold and the establishment of the exhaust is not good when the product surface will form gas marks (gas lines), burning and other undesirable effects; plastic mold exhaust system is usually opened in the mold of a slot-shaped outlets, to exhaust the original cavity air and the melt brought into the gas.
When the melt is injected into the cavity, the original air stored in the cavity and the gas brought in by the melt must be discharged at the end of the material flow through the exhaust port to the outside of the mold, otherwise it will make the products with air holes, poor contact, filling the mold is not full, and even the accumulation of air due to compression to produce high temperature and will be burned products. Generally speaking, the air vent can be located either at the end of the melt flow in the cavity or on the parting surface of the mold.
The latter is in the concave mold side of a shallow groove 0.03-0.2mm deep, 1.5-6mm wide. During the injection process, not much melt will seep out of the vent because the melt will cool and solidify there and block the channel. Do not open the air vent to the operator to prevent the melt from accidentally spraying out and injuring people. In addition, you can also use the ejector rod and the ejector hole with the gap, the top of the block and stripper plate and the core with the gap to exhaust.
5、Guide system.
Guiding system is to ensure that the moving mold and fixed mold in the mold can be accurately centered and set up in the mold must be set up guiding parts. In the injection mold Chung often use four groups of guide pillar and guide to form guide parts, sometimes also need to set up in the moving mold and fixed mold respectively coincide with each other on the inner and outer cone to assist in positioning.
6、Ejector system.
Ejector system generally includes: ejector, ejector plate before and after the ejector, ejector guide bar, ejector reset spring, ejector plate locking screws and other parts of the composition, when the product is molded and cooled in the mold, the mold before and after the mold separation to open, by the introduction of the mechanism - ejector pins in the top of the injection molding machine under the push of the rod will be plastic products and their congealed material in the runners to push out or pull out the mold opening and runner position, the ejector system can be used in the injection molding machine. The mold open cavity and runner position, in order to carry out the next injection molding work cycle.
If you have relevant needs,please contact us!
WhatsApp: +8617369230494
Wechat: 17369230494
E-mail: yuki@idmould.com/yuki@vowin.cn
Posts by Topic
Recent Posts
- What do we need to pay attention to the plastic mold machining process and machining procedures?
- What kinds of plastic mold materials?
- What is the process of mold manufacturing?
- What should be paid attention to the polishing of injection molds?
- What is easy to ignore when maintaining and overhauling injection molds?
- What are the 6 systems of plastic molds?
- What are the methods of strengthening the surface of injection molds?
- What are the methods of insulation for injection molds?
- How to solve the problem of injection mold release difficulty?
- How can we increase the brightness of ABS injection molded parts?




